

LM56.3+3CS矿渣立磨磨辊组装
发布日期:2023-02-17 浏览次数:899
|
摘要:客户在我司订购一只LM56.3+3CS矿渣立磨磨辊总成,总成不含磨辊护罩、辊套螺栓及辊套压环部件,滑动密封由客户提供2023年02月03日到货,我司于02月06日进行组装。
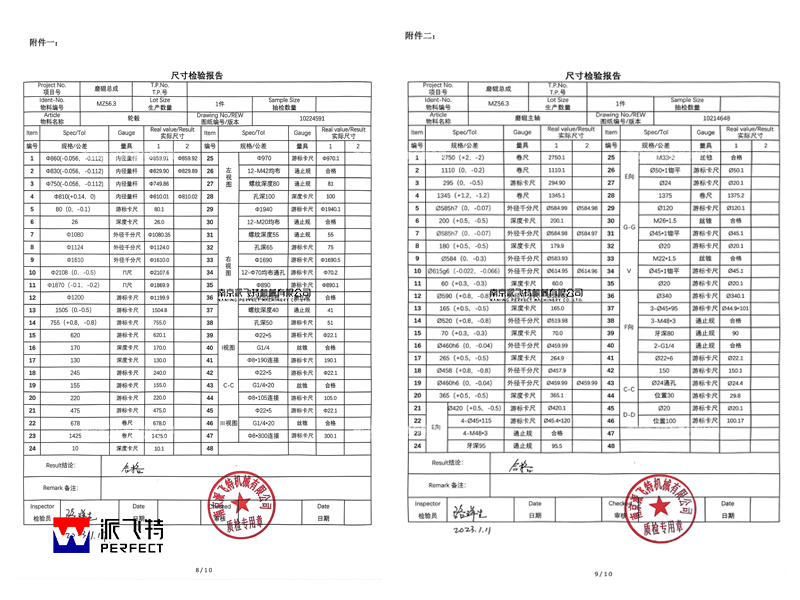
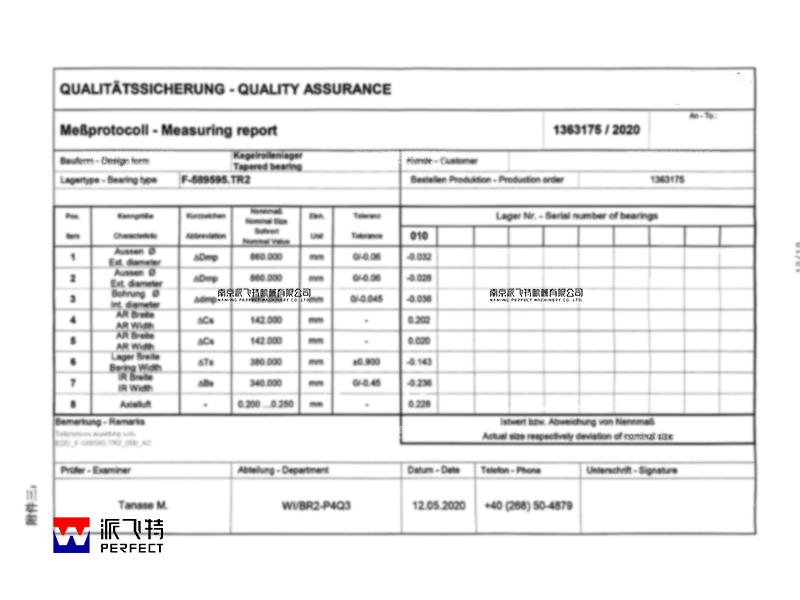
一、基本情况 1、轮毂尺寸,主轴尺寸,轴承报告见下图。
轮毂、主轴、轴承报告
二、组装情况 1、轮毂与主轴进行清洗,并且将其调整垂直与水平;
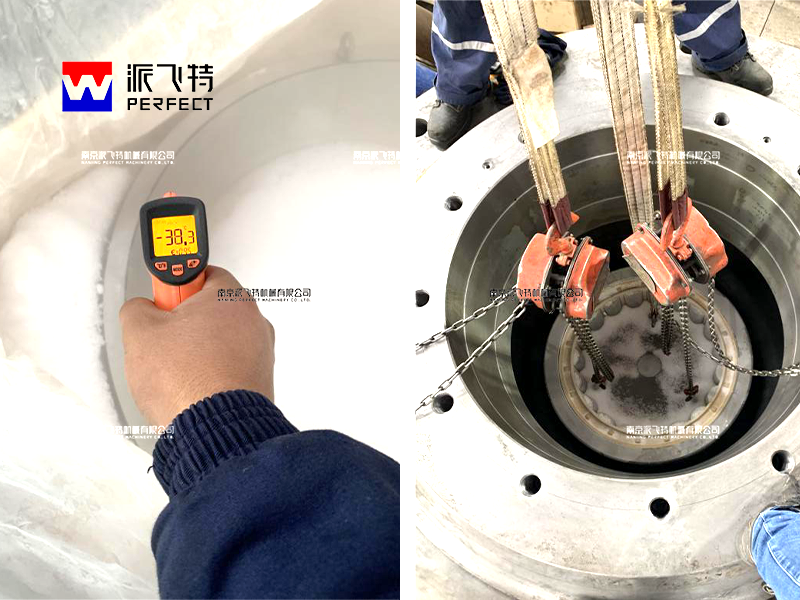
2、将F-577213.ZL轴承及 F-589595.TR2轴承外圈进行干冰冷冻,轴承表面喷涂防锈油,轴承冷冻4-6小时;
3、F-577213.ZL轴承内圈安装到主轴上,采用热装,加热自80℃;安装后,将主轴吊入专用安装平台内;
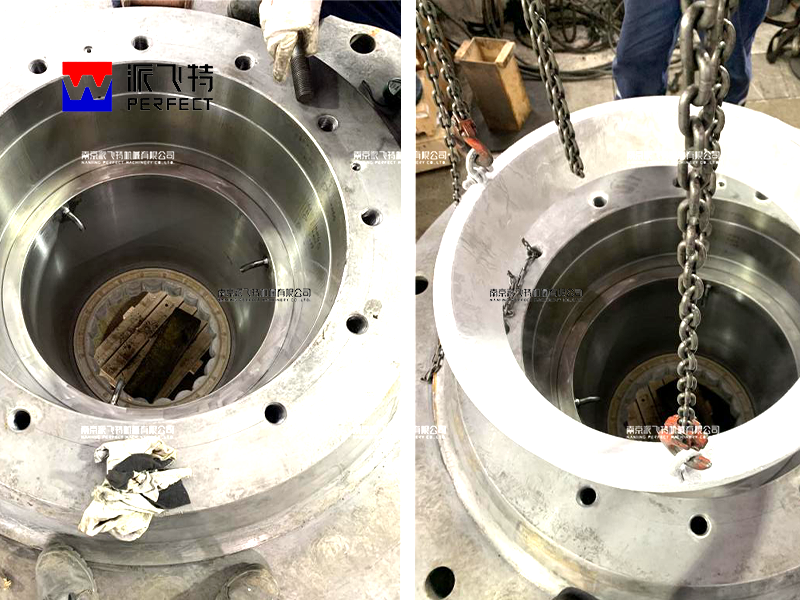
4、轴承冷冻温度达到后,将F-577213.ZL轴承、轴承外间隔套、F-589595.TR2轴承内侧外圈、轴承隔圈安装到轮毂内;
5、将轮毂吊装到专用安装平台上,轮毂检查水平,将主轴提升到预装位置,安装轴承内间隔套、F-589595.TR2轴承热装、轴承压盖,安装止动垫圈,螺栓按2500Nm紧固轴承压盖;
6、安装F-589595.TR2轴承外侧外圈,安装磨辊端盖、螺栓紧固扭矩3300Nm,安装磨辊端盖上检查门及强磁块;
7、磨辊翻身,盘动磨辊灵活;安装滑动密封,按图纸要求密封间隙控制20+0.5mm。
|










|
摘要:客户在我司订购一只LM56.3+3CS矿渣立磨磨辊总成,总成不含磨辊护罩、辊套螺栓及辊套压环部件,滑动密封由客户提供2023年02月03日到货,我司于02月06日进行组装。
一、基本情况 1、轮毂尺寸,主轴尺寸,轴承报告见下图。
轮毂、主轴、轴承报告
二、组装情况 1、轮毂与主轴进行清洗,并且将其调整垂直与水平;
2、将F-577213.ZL轴承及 F-589595.TR2轴承外圈进行干冰冷冻,轴承表面喷涂防锈油,轴承冷冻4-6小时;
3、F-577213.ZL轴承内圈安装到主轴上,采用热装,加热自80℃;安装后,将主轴吊入专用安装平台内;
4、轴承冷冻温度达到后,将F-577213.ZL轴承、轴承外间隔套、F-589595.TR2轴承内侧外圈、轴承隔圈安装到轮毂内;
5、将轮毂吊装到专用安装平台上,轮毂检查水平,将主轴提升到预装位置,安装轴承内间隔套、F-589595.TR2轴承热装、轴承压盖,安装止动垫圈,螺栓按2500Nm紧固轴承压盖;
6、安装F-589595.TR2轴承外侧外圈,安装磨辊端盖、螺栓紧固扭矩3300Nm,安装磨辊端盖上检查门及强磁块;
7、磨辊翻身,盘动磨辊灵活;安装滑动密封,按图纸要求密封间隙控制20+0.5mm。
|
- 上一篇:预热器翻板阀总包项目
- 下一篇:ATOX立磨分体式凹凸密封安装步骤
