

HP823磨机检修及维护
发布日期:2018-08-10 浏览次数:466
用心服务客户,我们一直在路上
——电厂客户服务分享
摘要:——电厂客户服务分享
电厂客户A近期反馈C#磨出力偏低。我公司技术工程师在客户技术人员和现场人员协助和支持下,对磨系统进行了全面检查,并对存在的问题进行了纠正和调整,处理后C磨出力恢复正常,磨煤机工作状况良好。
一、工厂概述
磨机型号 HP823 最大出力48.0t/h(R90≤18\%) 最大风量65.34 t/h
磨碗转速38.7r/min 通风阻力4.0KPa
主减速机 KMP-250 额定功率400KW 传动比1:25.412
主 电机 YHP560-6 额定功率 400KW 额定电流53.6A
二、问题概述
C磨出力较低,五台磨并列运行时,出力23.5 t/h左右,较其它磨低4-10t/h左右 。
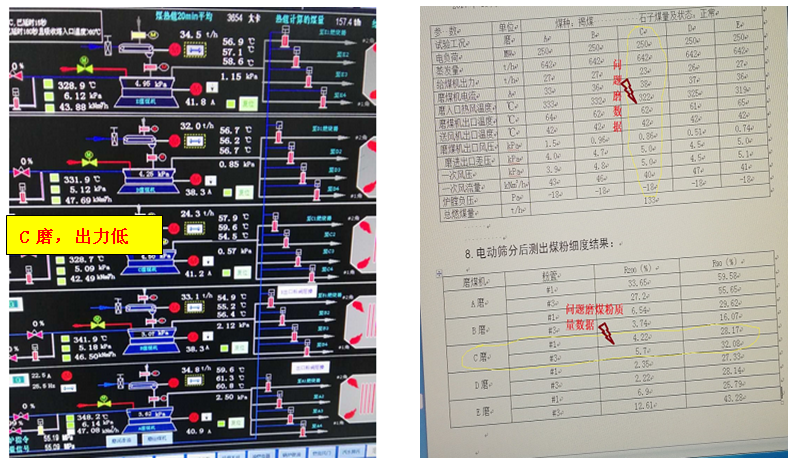
1、对磨煤机系统工况进行检查:C磨入磨风量42KNm3/h,入磨温度328℃,分别较其它磨低。
2、对给煤机进行检查和标定,发现其中一个托辊轴承损坏。
3、对磨内进行检查:节流环磨损正常,风环间的间隙正常,磨辊与加载装置间的间隙正常,选粉机内锥无磨损孔洞,2#辊下降不灵活,存在严重摩擦处,限制磨辊的上下运动。
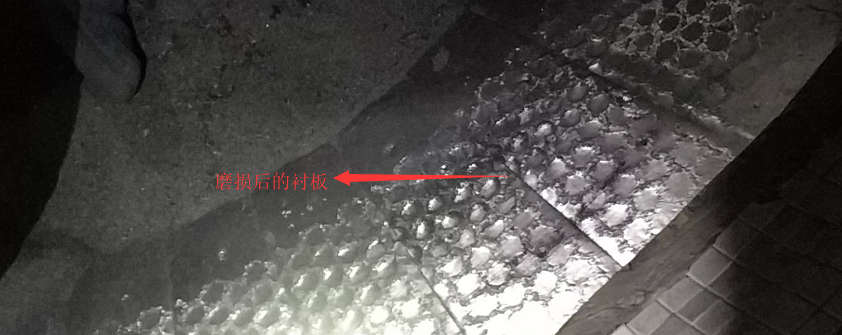
4、磨辊辊套表面与衬板表面的间隙10mm。
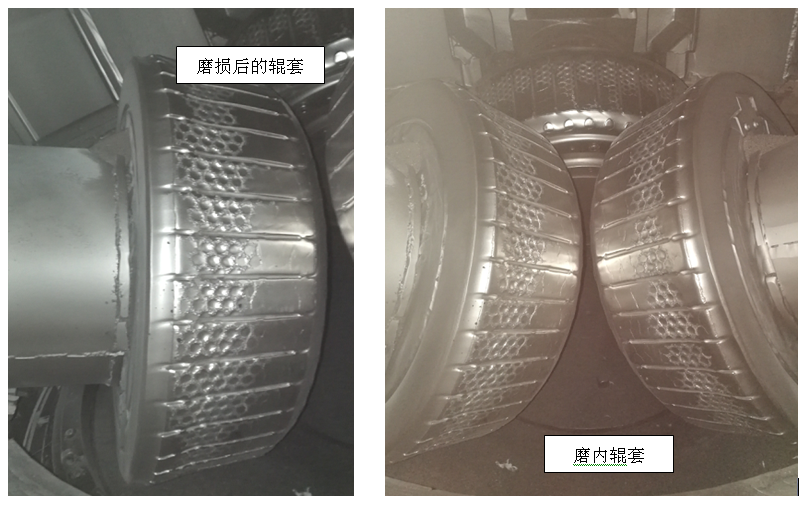
5、辊套磨损数据:对磨损进行检测,辊套和衬板研磨区域已露出陶瓷,辊套露出陶瓷部份宽度约100-150 mm,磨损情况符合预期。
| 运行时间 | 外侧 | 辊皮磨损磨位置(单位:mm) | 内侧 | |||||
| hrs | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 约1700 | 1 | 3 | 6 | 4 | 2 | 1 | 0 | 0 |
| 1 | 2 | 4 | 1 | 1 | 0 | 0 | 0 | |
| 2 | 3 | 5 | 2 | 1 | 0 | 0 | 0 | |
1、给煤机托辊轴承损坏,影响给煤机的性能,给煤量不能准确反应实际给煤量的大小。
2、2#辊下降不灵活,造成机械式弹簧加载力有一部份被摩擦阻力所消耗,2#辊研磨压力低于其它2辊。
3、因煤为细颗粒褐煤,煤流动性好,磨辊与衬板间隙偏大。
四、解决措施
1、对给煤机进行修复并进行重新标定,保证给煤量的准确性。
2、对2#辊进行检查,解决摩擦阻力,使辊在行程范围内上升和下降灵活。
3、将磨辊辊套表面与衬板表面的间隙调整至5mm。
五、实施后的磨机状况
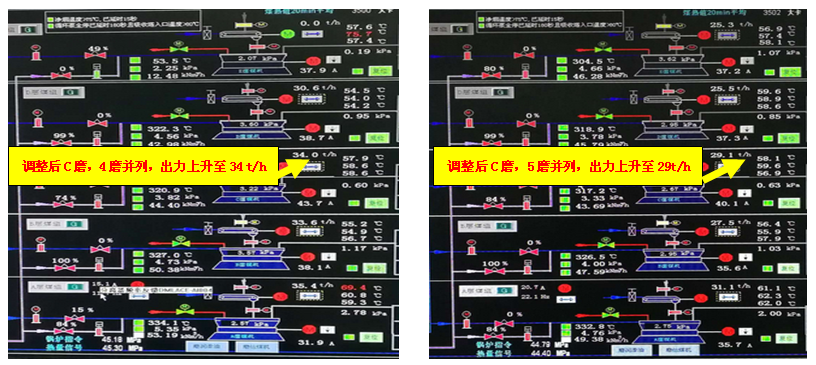
经过调整处理后,C磨出力得到了明显的提升。
六、其它
1、调整前后磨机电流偏高,这方面还需要设备方面进行刮料板与机壳间的间隙等排查。
2、磨煤机出力受系统入磨风温和风量影响很大,建议对系统风机进行改造。
用心服务客户,我们一直在路上
——电厂客户服务分享
摘要:——电厂客户服务分享
电厂客户A近期反馈C#磨出力偏低。我公司技术工程师在客户技术人员和现场人员协助和支持下,对磨系统进行了全面检查,并对存在的问题进行了纠正和调整,处理后C磨出力恢复正常,磨煤机工作状况良好。
一、工厂概述
磨机型号 HP823 最大出力48.0t/h(R90≤18\%) 最大风量65.34 t/h
磨碗转速38.7r/min 通风阻力4.0KPa
主减速机 KMP-250 额定功率400KW 传动比1:25.412
主 电机 YHP560-6 额定功率 400KW 额定电流53.6A
二、问题概述
C磨出力较低,五台磨并列运行时,出力23.5 t/h左右,较其它磨低4-10t/h左右 。
1、对磨煤机系统工况进行检查:C磨入磨风量42KNm3/h,入磨温度328℃,分别较其它磨低。
2、对给煤机进行检查和标定,发现其中一个托辊轴承损坏。
3、对磨内进行检查:节流环磨损正常,风环间的间隙正常,磨辊与加载装置间的间隙正常,选粉机内锥无磨损孔洞,2#辊下降不灵活,存在严重摩擦处,限制磨辊的上下运动。
4、磨辊辊套表面与衬板表面的间隙10mm。
5、辊套磨损数据:对磨损进行检测,辊套和衬板研磨区域已露出陶瓷,辊套露出陶瓷部份宽度约100-150 mm,磨损情况符合预期。
| 运行时间 | 外侧 | 辊皮磨损磨位置(单位:mm) | 内侧 | |||||
| hrs | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 约1700 | 1 | 3 | 6 | 4 | 2 | 1 | 0 | 0 |
| 1 | 2 | 4 | 1 | 1 | 0 | 0 | 0 | |
| 2 | 3 | 5 | 2 | 1 | 0 | 0 | 0 | |
1、给煤机托辊轴承损坏,影响给煤机的性能,给煤量不能准确反应实际给煤量的大小。
2、2#辊下降不灵活,造成机械式弹簧加载力有一部份被摩擦阻力所消耗,2#辊研磨压力低于其它2辊。
3、因煤为细颗粒褐煤,煤流动性好,磨辊与衬板间隙偏大。
四、解决措施
1、对给煤机进行修复并进行重新标定,保证给煤量的准确性。
2、对2#辊进行检查,解决摩擦阻力,使辊在行程范围内上升和下降灵活。
3、将磨辊辊套表面与衬板表面的间隙调整至5mm。
五、实施后的磨机状况
经过调整处理后,C磨出力得到了明显的提升。
六、其它
1、调整前后磨机电流偏高,这方面还需要设备方面进行刮料板与机壳间的间隙等排查。
2、磨煤机出力受系统入磨风温和风量影响很大,建议对系统风机进行改造。
- 上一篇:ATOX50磨机主电流异常分析
- 下一篇:LVT选粉机笼形转子现场更换技术报告
