

LVT选粉机笼形转子现场更换技术报告
发布日期:2018-06-20 浏览次数:538
摘要
客户Atox50生料立磨配置的选粉设备有RAR-LVT50和RAR-LVT52.5两种型号的选粉机,其中大部分均是2010年以前投产运行的,其选粉机笼形转子均有较严重的磨损(正常使用寿命约8~10年),严重影响了设备的选粉效率和产品细度,近年来陆续需要进行转子的现场更换。

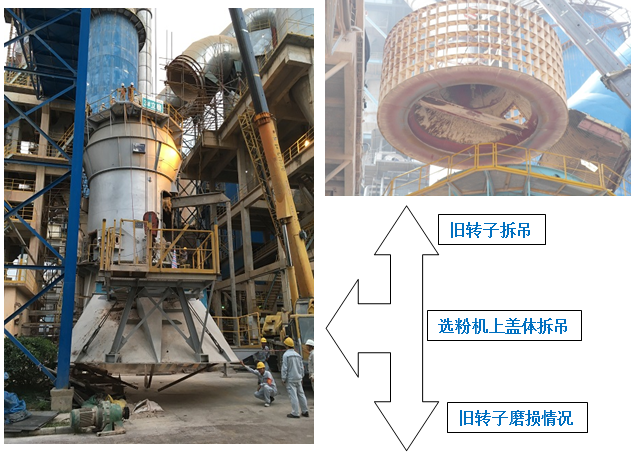
一、旧转子拆卸
1、使用4只5吨手拉葫芦分4点将旧笼形转子固定在主轴上或上壳体上,拆下锁紧盘防护罩,松开锁紧盘紧固螺栓,使用两只千斤顶配合将转子与选粉机主轴脱离,并将笼形转子慢慢放于灰斗上;
2、拆除选粉机出风管联接并使用汽车吊将出风管吊于地面;

3、拆除选粉机驱动,将电机、减速机及支座吊于地面;
4、拆除选粉机主轴支撑及与上壳体联接固定螺栓,使用吊车将主轴吊出平放于地面;
5、拆除选粉机上盖壳体四周法兰全部固定螺栓,使用汽车吊将上部壳体连同4板固定支撑一起吊出平放于地面;
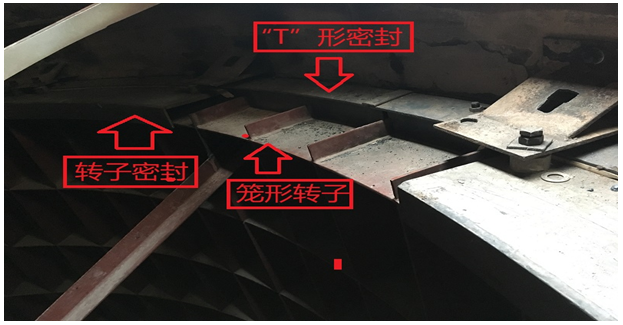
6、拆除选粉机“T”形密封和转子密封,使用吊车将笼形转子吊出平放于地面空地。

二、导向叶片更换
1、利用转子吊出后的空间,拆除磨损严重的旧导向叶片,安装新的导向叶片并调整之间的间距为55mm左右,焊接板条支撑固定;
2、检查下料灰斗等部件的磨损情况,进行相关修复处理。
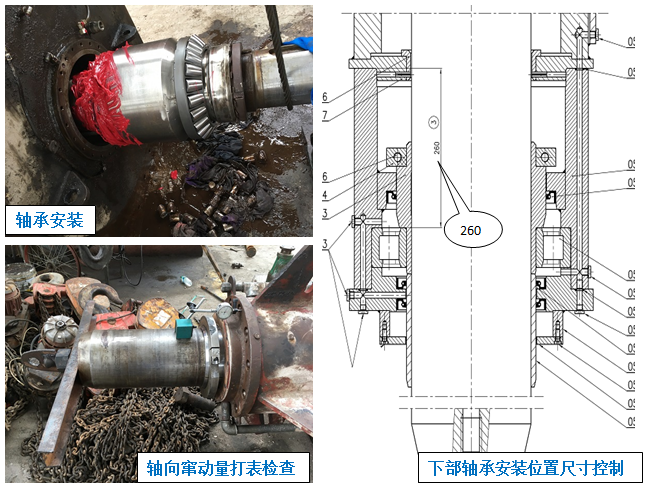
三 、立轴轴承和密封更换
1、使用拆卸工装和千斤顶进行联轴器的拆除;
2、立轴的解体;
3、各部件的清洗;
4、轴承和密封的更换;
5、立轴的组装;

6、主轴组装时将轴承加满润滑脂,并注意下部轴承安装在主轴上的位置控制;
7、使用百分检查安装后立轴的轴向窜动情况,保证有0.15mm左右的窜动量。
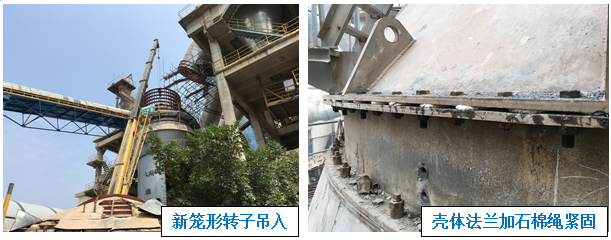
四 、新转子安装
1、使用汽车吊将新笼形转子吊入选粉机内,平放于灰斗上;
2、将选粉机上盖壳体吊装并调整对齐法兰口,穿上固定螺栓,在两法兰面使用石棉绳密封后拧紧螺栓;
3、将组装好的立轴总成吊装就位,进行主轴垂直度的调整;
4、安装选粉机驱动装置;
5、出风管的吊装连接;
6、进行笼形转子与主轴的联接,锁紧盘固定螺栓按标准扭矩490Nm均匀拧紧;
7、连接主轴的4根支撑方钢并拧紧螺栓后段焊固定;

8、转子密封和“T”形密封的安装及间隙调整,保证与笼形转子顶部及内、外侧间隙达到标准要求,且盘动转子无刮擦等异响;
9、间隙调整好并固定后进行分段密封间的满焊连接成整圆
 五 、试机
五 、试机
选粉机试运行90分钟,按照下列程序:
1、选粉机在大约为最高转速一半的速度下试运行30分钟。
2、选粉机在大约为最高转速的四分之三的速度下试运行30分钟。
3、选粉机以最高转速试运行30分钟。
要求试运转时没有转子与密封间的刮擦异响,试运行期间保持轴承温度在70度以下。
客户Atox50生料立磨配置的选粉设备有RAR-LVT50和RAR-LVT52.5两种型号的选粉机,其中大部分均是2010年以前投产运行的,其选粉机笼形转子均有较严重的磨损(正常使用寿命约8~10年),严重影响了设备的选粉效率和产品细度,近年来陆续需要进行转子的现场更换。
一、旧转子拆卸
1、使用4只5吨手拉葫芦分4点将旧笼形转子固定在主轴上或上壳体上,拆下锁紧盘防护罩,松开锁紧盘紧固螺栓,使用两只千斤顶配合将转子与选粉机主轴脱离,并将笼形转子慢慢放于灰斗上;
2、拆除选粉机出风管联接并使用汽车吊将出风管吊于地面;
3、拆除选粉机驱动,将电机、减速机及支座吊于地面;
4、拆除选粉机主轴支撑及与上壳体联接固定螺栓,使用吊车将主轴吊出平放于地面;
5、拆除选粉机上盖壳体四周法兰全部固定螺栓,使用汽车吊将上部壳体连同4板固定支撑一起吊出平放于地面;
6、拆除选粉机“T”形密封和转子密封,使用吊车将笼形转子吊出平放于地面空地。
二、导向叶片更换
1、利用转子吊出后的空间,拆除磨损严重的旧导向叶片,安装新的导向叶片并调整之间的间距为55mm左右,焊接板条支撑固定;
2、检查下料灰斗等部件的磨损情况,进行相关修复处理。
三 、立轴轴承和密封更换
1、使用拆卸工装和千斤顶进行联轴器的拆除;
2、立轴的解体;
3、各部件的清洗;
4、轴承和密封的更换;
5、立轴的组装;
7、使用百分检查安装后立轴的轴向窜动情况,保证有0.15mm左右的窜动量。
四 、新转子安装
1、使用汽车吊将新笼形转子吊入选粉机内,平放于灰斗上;
2、将选粉机上盖壳体吊装并调整对齐法兰口,穿上固定螺栓,在两法兰面使用石棉绳密封后拧紧螺栓;
3、将组装好的立轴总成吊装就位,进行主轴垂直度的调整;
4、安装选粉机驱动装置;
5、出风管的吊装连接;
6、进行笼形转子与主轴的联接,锁紧盘固定螺栓按标准扭矩490Nm均匀拧紧;
7、连接主轴的4根支撑方钢并拧紧螺栓后段焊固定;
8、转子密封和“T”形密封的安装及间隙调整,保证与笼形转子顶部及内、外侧间隙达到标准要求,且盘动转子无刮擦等异响;
9、间隙调整好并固定后进行分段密封间的满焊连接成整圆
选粉机试运行90分钟,按照下列程序:
1、选粉机在大约为最高转速一半的速度下试运行30分钟。
2、选粉机在大约为最高转速的四分之三的速度下试运行30分钟。
3、选粉机以最高转速试运行30分钟。
要求试运转时没有转子与密封间的刮擦异响,试运行期间保持轴承温度在70度以下。
摘要
客户Atox50生料立磨配置的选粉设备有RAR-LVT50和RAR-LVT52.5两种型号的选粉机,其中大部分均是2010年以前投产运行的,其选粉机笼形转子均有较严重的磨损(正常使用寿命约8~10年),严重影响了设备的选粉效率和产品细度,近年来陆续需要进行转子的现场更换。
一、旧转子拆卸
1、使用4只5吨手拉葫芦分4点将旧笼形转子固定在主轴上或上壳体上,拆下锁紧盘防护罩,松开锁紧盘紧固螺栓,使用两只千斤顶配合将转子与选粉机主轴脱离,并将笼形转子慢慢放于灰斗上;
2、拆除选粉机出风管联接并使用汽车吊将出风管吊于地面;
3、拆除选粉机驱动,将电机、减速机及支座吊于地面;
4、拆除选粉机主轴支撑及与上壳体联接固定螺栓,使用吊车将主轴吊出平放于地面;
5、拆除选粉机上盖壳体四周法兰全部固定螺栓,使用汽车吊将上部壳体连同4板固定支撑一起吊出平放于地面;
6、拆除选粉机“T”形密封和转子密封,使用吊车将笼形转子吊出平放于地面空地。
二、导向叶片更换
1、利用转子吊出后的空间,拆除磨损严重的旧导向叶片,安装新的导向叶片并调整之间的间距为55mm左右,焊接板条支撑固定;
2、检查下料灰斗等部件的磨损情况,进行相关修复处理。
三 、立轴轴承和密封更换
1、使用拆卸工装和千斤顶进行联轴器的拆除;
2、立轴的解体;
3、各部件的清洗;
4、轴承和密封的更换;
5、立轴的组装;
6、主轴组装时将轴承加满润滑脂,并注意下部轴承安装在主轴上的位置控制;
7、使用百分检查安装后立轴的轴向窜动情况,保证有0.15mm左右的窜动量。
四 、新转子安装
1、使用汽车吊将新笼形转子吊入选粉机内,平放于灰斗上;
2、将选粉机上盖壳体吊装并调整对齐法兰口,穿上固定螺栓,在两法兰面使用石棉绳密封后拧紧螺栓;
3、将组装好的立轴总成吊装就位,进行主轴垂直度的调整;
4、安装选粉机驱动装置;
5、出风管的吊装连接;
6、进行笼形转子与主轴的联接,锁紧盘固定螺栓按标准扭矩490Nm均匀拧紧;
7、连接主轴的4根支撑方钢并拧紧螺栓后段焊固定;
8、转子密封和“T”形密封的安装及间隙调整,保证与笼形转子顶部及内、外侧间隙达到标准要求,且盘动转子无刮擦等异响;
9、间隙调整好并固定后进行分段密封间的满焊连接成整圆
五 、试机
选粉机试运行90分钟,按照下列程序:
1、选粉机在大约为最高转速一半的速度下试运行30分钟。
2、选粉机在大约为最高转速的四分之三的速度下试运行30分钟。
3、选粉机以最高转速试运行30分钟。
要求试运转时没有转子与密封间的刮擦异响,试运行期间保持轴承温度在70度以下。
客户Atox50生料立磨配置的选粉设备有RAR-LVT50和RAR-LVT52.5两种型号的选粉机,其中大部分均是2010年以前投产运行的,其选粉机笼形转子均有较严重的磨损(正常使用寿命约8~10年),严重影响了设备的选粉效率和产品细度,近年来陆续需要进行转子的现场更换。
一、旧转子拆卸
1、使用4只5吨手拉葫芦分4点将旧笼形转子固定在主轴上或上壳体上,拆下锁紧盘防护罩,松开锁紧盘紧固螺栓,使用两只千斤顶配合将转子与选粉机主轴脱离,并将笼形转子慢慢放于灰斗上;
2、拆除选粉机出风管联接并使用汽车吊将出风管吊于地面;
3、拆除选粉机驱动,将电机、减速机及支座吊于地面;
4、拆除选粉机主轴支撑及与上壳体联接固定螺栓,使用吊车将主轴吊出平放于地面;
5、拆除选粉机上盖壳体四周法兰全部固定螺栓,使用汽车吊将上部壳体连同4板固定支撑一起吊出平放于地面;
6、拆除选粉机“T”形密封和转子密封,使用吊车将笼形转子吊出平放于地面空地。
二、导向叶片更换
1、利用转子吊出后的空间,拆除磨损严重的旧导向叶片,安装新的导向叶片并调整之间的间距为55mm左右,焊接板条支撑固定;
2、检查下料灰斗等部件的磨损情况,进行相关修复处理。
三 、立轴轴承和密封更换
1、使用拆卸工装和千斤顶进行联轴器的拆除;
2、立轴的解体;
3、各部件的清洗;
4、轴承和密封的更换;
5、立轴的组装;
7、使用百分检查安装后立轴的轴向窜动情况,保证有0.15mm左右的窜动量。
四 、新转子安装
1、使用汽车吊将新笼形转子吊入选粉机内,平放于灰斗上;
2、将选粉机上盖壳体吊装并调整对齐法兰口,穿上固定螺栓,在两法兰面使用石棉绳密封后拧紧螺栓;
3、将组装好的立轴总成吊装就位,进行主轴垂直度的调整;
4、安装选粉机驱动装置;
5、出风管的吊装连接;
6、进行笼形转子与主轴的联接,锁紧盘固定螺栓按标准扭矩490Nm均匀拧紧;
7、连接主轴的4根支撑方钢并拧紧螺栓后段焊固定;
8、转子密封和“T”形密封的安装及间隙调整,保证与笼形转子顶部及内、外侧间隙达到标准要求,且盘动转子无刮擦等异响;
9、间隙调整好并固定后进行分段密封间的满焊连接成整圆
选粉机试运行90分钟,按照下列程序:
1、选粉机在大约为最高转速一半的速度下试运行30分钟。
2、选粉机在大约为最高转速的四分之三的速度下试运行30分钟。
3、选粉机以最高转速试运行30分钟。
要求试运转时没有转子与密封间的刮擦异响,试运行期间保持轴承温度在70度以下。
- 上一篇: HP823磨机检修及维护
- 下一篇:液压缸存储及安装维护注意事项
