

ATOX磨辊漏油及油箱油位异常分析
发布日期:2017-12-12 浏览次数:458
史密斯(ATOX)立磨磨辊使用单独润滑系统,根据系统内压力变化来开停供油泵已达到磨辊轴承良好润滑的效果。在实际使用过程中,经常遇到磨辊润滑站油位降低或者从磨辊两侧密封处漏油的情况,此问题属于系统性的问题。只有正确的原因判断及处理,才能够保证磨辊轴承正常运行及使用,因此下面简析出现此问题的几点原因。


1、立磨系统原因
在长时间停机情况下,当密封风机停后,若因维修立磨系统出现正压,将导致灰尘从磨辊密封处进入和沉积到密封处。灰尘与漏出的油形成油泥而阻塞密封通道,使磨辊密封处无密封空气排出,有的只有局部密封空气排出,这样会使密封恶化进而破坏轴承两侧的密封件。
2、油箱中润滑油
油箱中润滑油的颜色、质量、更换周期和油位变化等能间接反映出密封处的工作情况。润滑油要按要求定期请专门机构进行化验,如果发现润滑油质量问题要及时进行更换,特别是粘度。
3、密封处漏油
骨架油封中间有耐高温的润滑脂,在装配前已加进去,运行过程中要按时补加。另外密封外侧有正压密封空气,它一方面阻止灰尘进入密封处,一方面可以压紧密封使密封贴紧磨辊轴。磨辊出漏油不一定是密封损坏,也可能是真空压力设置不正确造成或供、回油泵工作不正常造成。

4、密封处润滑脂的填加
要使用专门的润滑脂,即克虏伯 BE 41-1501,每年补加4-6次,次数不宜过多,磨辊外侧加110cm3,磨辊内侧加180cm3。油脂分三份,磨辊转动1/3,加一份油脂,内外侧同时补脂。
5、磨辊内外侧空气密封间隙
磨辊凹凸密封间隙要求0.5-1.0mm,间隙过大会造成粉尘进入密封腔内造成凹凸密封失效,进而威胁骨架油封。所以当凹凸密封间隙过大时应及时进行更换。

6、磨辊润滑站工作参数的设定
正常情况下控制供油泵开停比例在1:2,特殊情况下可以调整到1:3。供油泵时间不能开启过长,避免磨辊内油量过大造成密封处漏油。
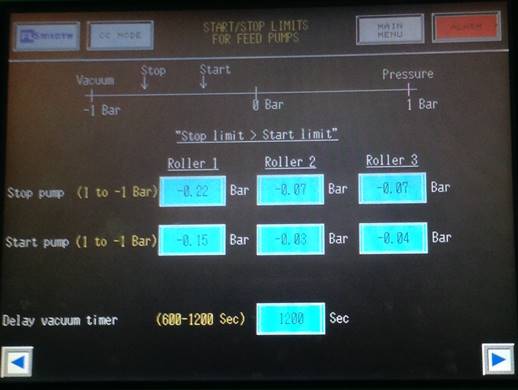
磨辊润滑油粘度较高,所以润滑油的温度对真空压力影响较大,所以停机状态下温度低时调整的参数可以保证在停机状态下供油泵的运行,但开机后磨内通入热风也需要注意是否能够保证供油泵的运行状态,否则需要再次进行调整。
7、平衡管、回油管的工作正常
此两个管路若工作出现异常,则可能造成磨辊润滑站工作异常,导致磨辊内油位升高,形成漏油。
史密斯(ATOX)立磨磨辊使用单独润滑系统,根据系统内压力变化来开停供油泵已达到磨辊轴承良好润滑的效果。在实际使用过程中,经常遇到磨辊润滑站油位降低或者从磨辊两侧密封处漏油的情况,此问题属于系统性的问题。只有正确的原因判断及处理,才能够保证磨辊轴承正常运行及使用,因此下面简析出现此问题的几点原因。
1、立磨系统原因
在长时间停机情况下,当密封风机停后,若因维修立磨系统出现正压,将导致灰尘从磨辊密封处进入和沉积到密封处。灰尘与漏出的油形成油泥而阻塞密封通道,使磨辊密封处无密封空气排出,有的只有局部密封空气排出,这样会使密封恶化进而破坏轴承两侧的密封件。
2、油箱中润滑油
油箱中润滑油的颜色、质量、更换周期和油位变化等能间接反映出密封处的工作情况。润滑油要按要求定期请专门机构进行化验,如果发现润滑油质量问题要及时进行更换,特别是粘度。
3、密封处漏油
骨架油封中间有耐高温的润滑脂,在装配前已加进去,运行过程中要按时补加。另外密封外侧有正压密封空气,它一方面阻止灰尘进入密封处,一方面可以压紧密封使密封贴紧磨辊轴。磨辊出漏油不一定是密封损坏,也可能是真空压力设置不正确造成或供、回油泵工作不正常造成。
4、密封处润滑脂的填加
要使用专门的润滑脂,即克虏伯 BE 41-1501,每年补加4-6次,次数不宜过多,磨辊外侧加110cm3,磨辊内侧加180cm3。油脂分三份,磨辊转动1/3,加一份油脂,内外侧同时补脂。
5、磨辊内外侧空气密封间隙
磨辊凹凸密封间隙要求0.5-1.0mm,间隙过大会造成粉尘进入密封腔内造成凹凸密封失效,进而威胁骨架油封。所以当凹凸密封间隙过大时应及时进行更换。
6、磨辊润滑站工作参数的设定
正常情况下控制供油泵开停比例在1:2,特殊情况下可以调整到1:3。供油泵时间不能开启过长,避免磨辊内油量过大造成密封处漏油。
磨辊润滑油粘度较高,所以润滑油的温度对真空压力影响较大,所以停机状态下温度低时调整的参数可以保证在停机状态下供油泵的运行,但开机后磨内通入热风也需要注意是否能够保证供油泵的运行状态,否则需要再次进行调整。
7、平衡管、回油管的工作正常
此两个管路若工作出现异常,则可能造成磨辊润滑站工作异常,导致磨辊内油位升高,形成漏油。
- 上一篇:液压缸存储及安装维护注意事项
- 下一篇:RM57/28立磨磨辊轴承更换方案
